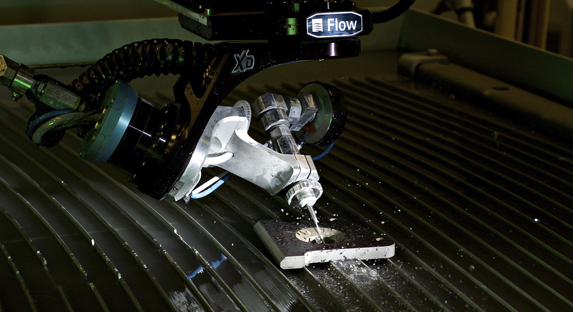
Taglio più veloce. Costi più contenuti. Consegne più rapide. Il taglio idroabrasivo a 3 e 5 assi, rappresenta a livello nazionale una tecnologia assolutamente innovativa.

Con nostra immensa soddisfazione, disponiamo di macchinari al top di tale tecnologia, Mach 4 di Flow, (inventore del taglio con acqua nonché produttore leader mondiale) che ci permettono di tagliare con pressione del getto sino a 6500 bar, la massima pressione raggiunta dal taglio waterjet.
Tutti i getti d’acqua presentano 2 effetti naturali quanto indesiderati quando attraversano il materiale tagliandolo, che sono : conicità e ritardo del getto. È doveroso approfondire per ben capire la differenza tra un taglio ad acqua tradizionale e il top.
CONICITÀ
S’intende la deviazione laterale che subisce il getto mentre erode il materiale il cui risultato è l’effetto a “zampa d’elefante”, detto anche “scampanamento.”

RITARDO DEL GETTO
Durante la lavorazione, la testa di taglio avanza seguendo il percorso disegnato e la traiettoria che ha il getto, mentre attraversa lo spessore del materiale, non è una retta ma un arco: il punto d’uscita del getto dalla superficie inferiore della lastra è arretrato rispetto al punto in cui il getto impatta con la superficie superiore della lastra (lato d’ingresso del getto).
Più si opta per finiture di taglio grossolane, maggiore sarà la velocità di avanzamento della testa di taglio, con conseguente accentuarsi della traiettoria arcuata del getto ; il suo punto d’uscita dalla faccia inferiore sarà sempre più arretrato rispetto al relativo punto d’ingresso.
La distanza tra questi 2 punti, rappresenta il ritardo del getto, i cui effetti sono ben evidenti nei cambi di direzione delle geometrie tagliate, in particolar modo quando sono da eseguire angoli retti “interni” o angoli particolarmente acuti.
Lo coda del getto incontrollata (causa il ritardo di cui sopra), nei cambi di direzione della testa di taglio, va ad erodere in negativo il pezzo in lavorazione, generando pezzi non conformi.

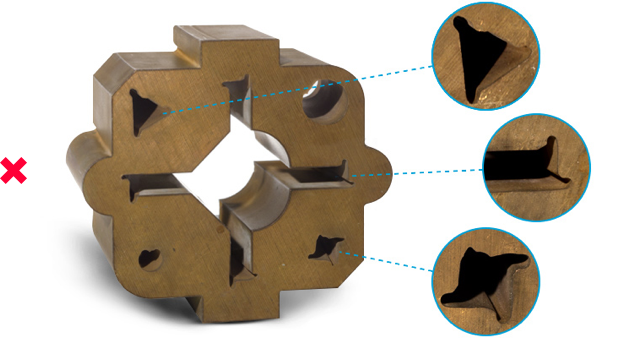
Profili di uscita sbagliati senza Dynamic Waterjet
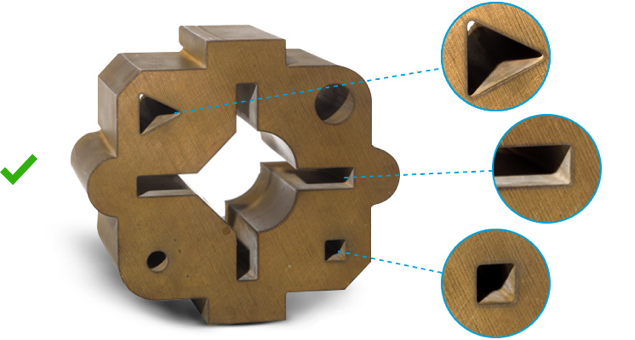
Profili di uscita corretti con Dynamic Waterjet

Taglio comparativo
| Getto d’acqua | Plasma | Laser | EDM | |
|---|---|---|---|---|
| Lavorazione secondaria |
Generalmente assente. Il getto d’acqua è un processo di taglio a freddo che lascia un bordo perfettamente liscio. |
Generalmente sì. |
Talvolta. |
Generalmente assente. ZTA molto superficiale. |
| Materiali |
Qualsiasi materiale |
Principalmente acciaio, acciaio inox e alluminio |
Principalmente acciaio, acciaio inox e alluminio. Può tagliare anche una varietà di altri materiali |
Solo materiali conduttori |
| Spessore |
Pressoché qualsiasi materiale fino a 60 cm L’unico limite allo spessore è il vincolo Z |
Fino a 5-7,5 cm, a seconda del materiale |
Generalmente 2,5 cm o meno, a seconda del materiale |
Generalmente 30 cm o meno |
| Precisione |
Fino a 0,025 mm |
Fino a 0,25 mm |
Fino a 0,025 mm |
Fino a 0,0025 mmm |
| Bordi a confronto |  |
 |
 |
 |
Con il sistema a getto d’acqua si ottengono subito bordi perfettamente lisci. Con le altre tecnologie di taglio spesso è necessaria una lavorazione secondaria per ottenere lo stesso tipo di bordo perfettamente liscio prodotto dal getto d’acqua.